Pharmaceutical industries usually have extensive product tracking capabilities through the use of barcode / QR codes and package container embossed information for the product. These information standards and processes are mandated by FDA CGMP directives.
However, there are many ancillary work flows in a pharmaceutical plant that also require strict traceability. Given that this traceability needs to be provided under strict standards that are compatible with the main product manufacturing work flow, it can often be a challenge to find appropriate technology and to establish the necessary ancillary process workflow.
Problem Overview
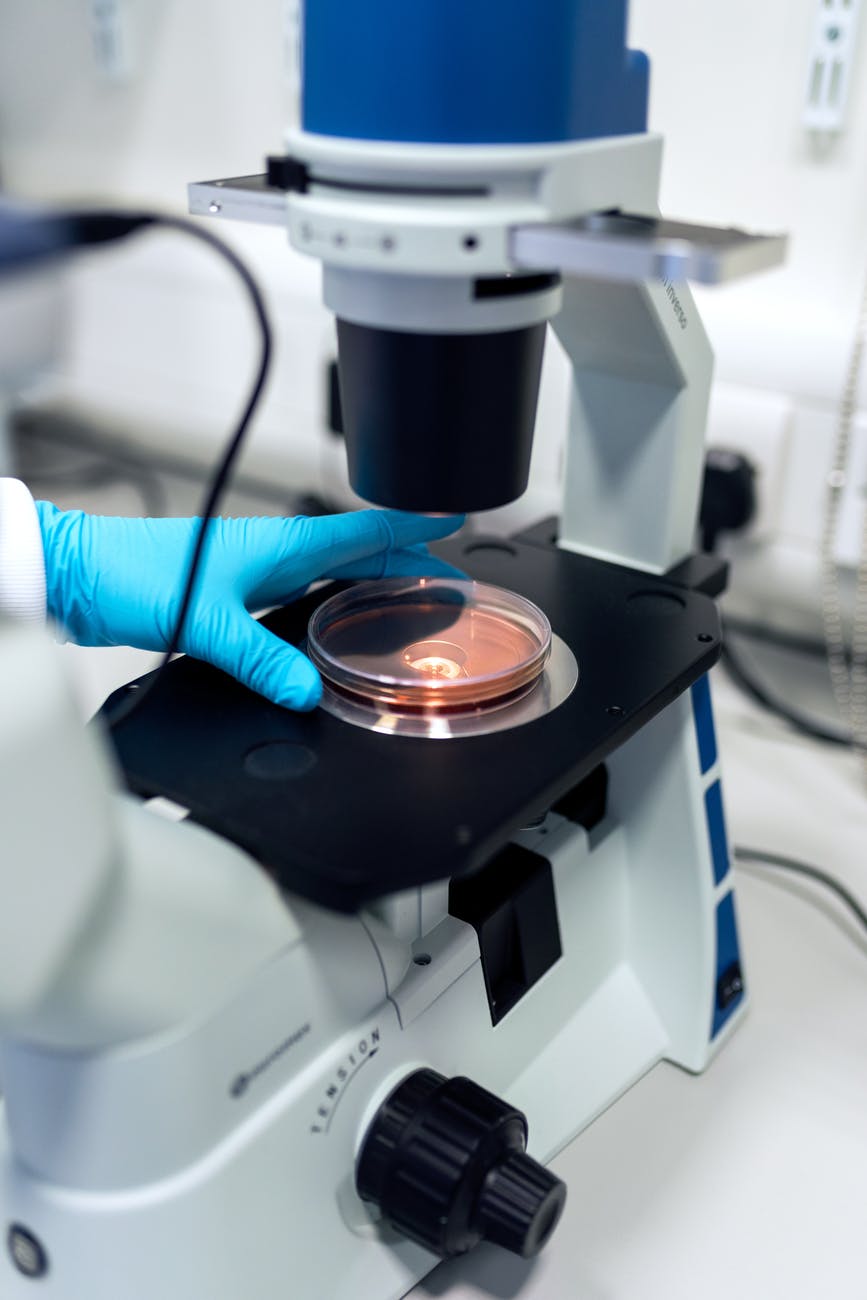
As an example of a high value, critical ancillary process, consider the scanning for the presence of potential contaminating bacteria within the manufacturing facility. This typically requires the deployment of hundreds of petri dishes at fixed locations through out the facility. Each individual dish is labeled and it’s location tracked using barcodes and barcode scanners.
After a fixed exposure to the atmosphere, each petri dish is closed and petri dishes are bundled together and placed in incubators. Once incubation is complete, petri dishes are scanned for the growth of any bacterial cultures. The deployment, exposure, incubation and scanning of the petri dishes is a continuous process.
Key requirements are to be able to know when a petri dish is deployed to a given location and to measure how long it is exposed. In addition, traceability requires that incubation times be measured, and in the case of an infection being detected, that the history of the dish be available.
Currently the entire process runs in clean rooms, but a future anticipated requirement is for the manufacturing and infection detection processes to be behind isolation chambers.
Solution Framework
Bar code based systems, such as that just described in the problem statement have several disadvantages:
- Barcodes have to be generated and printed before sampling.
- Since groups of dishes are incubated together, additional group barcodes have to be generated and associated with each group.
- Grouping, check in and check-out operations are all manual processes and require scanning
- Individual barcodes are sometimes damaged
A preferred solution architecture is to replace bar-codes with RFID tags. This provides significant advantages.
- Since tags are writable in situ, petri dishes can have RFID tags pre-attached as part of dish preparation
- Petri dish tags can be written at the time of sampling
- Since RFID readers can be tuned to be sensitive to tags at different ranges, it is possible to provide both specific localization of a tag, as well as to enable the coverage of a larger area such as incubator room entrances.
- Continuous monitoring of sampling is now possible
- Grouping, check-in and check-out operations are automated with the typical ability to scan hundred of tags/second
- RFID tags are robust and do not loose readability unless tampered with.
- Multiple manual operations eliminated leading to higher efficiency and fewer errors.
Solution Outline
The sampling architecture consists of networked RFID readers at each sampling station, with short range (10-20cm) capability. These RFID readers are capable of detecting when a sample petri dish is placed on the sampling station, to write the appropriate sample tracking information, and to detect when the petri dish is removed. There are similar, but longer range RFID readers (typically 1 meter) at the entrance to the incubation ovens. There is a similar but shorter range reader at the colony culture automated inspection station.
Petri dishes have RFID tags attached at preparation time. These tags indicate that the petri dish is new and unused. When a technician deploys a petri dish at the sampling station, the tag location, date, time and other meta data are written onto the petri dish tag. The reader can periodically scan at user selected intervals to ensure the continued presence of the petri dish.
When petri dishes are collected for incubation, there is no longer any need to label them with a group tag or to generate additional codes. When a batch enters the incubation room, the door scanners scan all the tags in the batch and automatically create an associated group “code” or event record. Removal at the time of completion of incubation is an identical operation.
Finally, the presence of the tag makes it possible to record the final steps of the workflow when the sample is deliverd to the inspection stations to check for the presence of any contamination